Einen wichtigen Part in der zurückliegenden wie aktuellen Erfolgsgeschichte des Unternehmens spielt Zehnder Charleston, der „Klassiker“ unter den Mehrsäulern am Heizungsmarkt. Der vielseitige Gliederheizkörper Zehnder Charleston ist auch weit über 90 Jahre nach seiner Geburtsstunde noch ein Top-Seller für den renommierten Heizkörperspezialisten. Diese Erfolgsgeschichte des Zehnder Charleston konnte nur geschrieben werden, in dem der Design-Heizkörper nach Maß immer wieder den neuen Herausforderungen des Marktes angepasst wurde – insbesondere durch kontinuierliche Weiterentwicklungen in der Produktqualität und Fertigungstechnik.
Grund genug, einen Blick hinter die Kulissen dieser hochmodernen Fertigungsanlage für den Zehnder Design-Heizkörper nach Maß am Firmenstandort in Lahr zu werfen. Um diesen Blick zu erleichtern, wurde der Fertigungsprozess des Zehnder Charleston in über 20 Stationen bildlich festgehalten.
Bandstahl ist mit einem Durchmesser von ca. 1200 bis 1500 mm auf einen etwa 2,2 t schweren Coil aufgewickelt und wird gemeinsam mit den benötigten Rohren angeliefert.
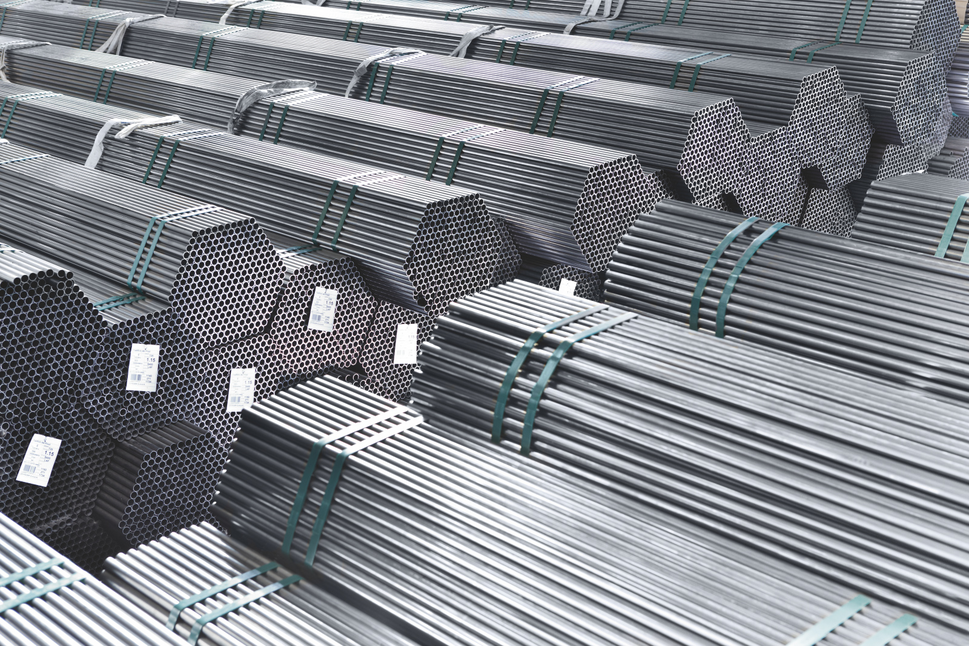
Die angelieferten Rohre haben einen Durchmesser von 25 mm und verschiedene Längen von ca. 4000 bis 6000 mm. Ca. 250 Einzelrohre werden als ein Rohrbund geliefert, wobei dieses insgesamt zwischen einer und 1,4 t wiegt. Aus den einzelnen Rohren werden unterschiedliche Rohrlängen für die späteren Heizkörper-Elemente ausgesägt, ohne dass Abfall entsteht.

Die Coils mit dem Bandstahl werden durch eine Presse geführt und zu Halbteilen gestanzt.
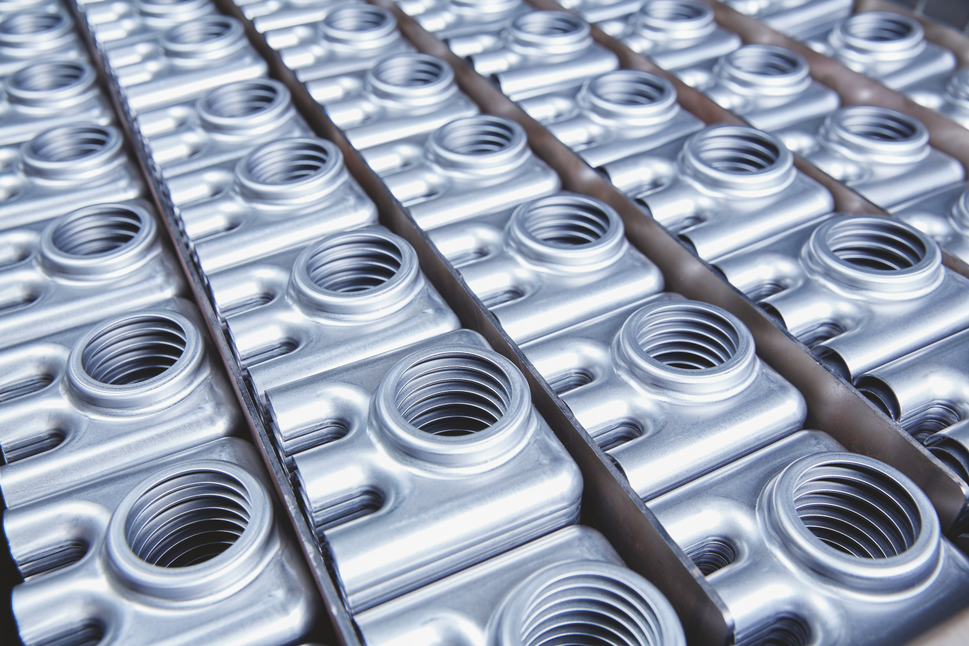
Blick auf die fertig gestanzten Halbteile.
Im nächsten Schritt werden jeweils zwei Halbteile zu einem Kopfstück zusammengeschweißt, sodass ein Ober- oder Unterteil des Heizkörper-Elements entsteht. Das Laser-Schweißverfahren ermöglicht dabei die saubere, rückstandslose Verschweißung der Kopfstücke.
Im Anschluss werden die Doppelkopfstücke geschliffen.
Mit dem vollautomatischen Prüfverfahren werden die Kopfstücke auf 100%ige Dichtigkeit geprüft.
Die Qualität der Kopfstücke wird wiederkehrend visuell geprüft. Somit kann festgestellt werden, ob ein gleichmäßiges Schliffbild vorhanden oder ein Versatz entstanden ist.





Jeweils zwei Kopfstücke für Ober- und Unterteil des Heizkörper-Elements werden mit den entsprechenden Rohren (variiert je nach Bautiefe) verschweißt. Das Zehnder RBS-Schweißverfahren ermöglicht eine rückstandslose Verschweißung der Kopfstück-Rohr-Verbindung. Dies sorgt für eine weitere Optimierung der Produktqualität und Effizienz des Fertigungsprozesses.
Dabei werden immer sechs Rohre nebeneinander in die Elementschweißmaschine eingespannt. Somit können für einen Zwei-Säuler drei Elemente parallel, bei einem Drei-Säuler zwei Elemente parallel geschweißt werden. Oder jeweils ein Vier-, Fünf- oder Sechs-Säuler-Element.
Im nächsten Arbeitsschritt wird nun die Kopfstück-Rohr-Verbindung feinsäuberlich geschliffen. Im Bild die Außenschleifung.
Nach dem Außenschliff werden die Rohre auch in den Zwischenräumen geschliffen. Ziel ist hierbei eine saubere, optische Produktqualität.
Nach dem automatisierten Schleifvorgang überprüft ein Mitarbeiter noch einmal die Qualität des Elements auf ein gleichmäßiges Schliffbild. Eventuelle Mängel könnten dann durch händisches Nachschleifen behoben werden.
Im letzten Schritt der Elementfertigung wird von jeder Schweißmaschine ein Bündel entnommen und auf Dichtigkeit geprüft. Die Elemente werden luftdicht verschlossen, mit 16 bar Luftdruck beaufschlagt und dann in ein Wasserbecken getaucht. Sollten Luftblasen zu sehen sein, wird von einer Undichtigkeit ausgegangen.
Im Anschluss an diese Prüfung werden die Elemente im Zwischenlager abgelegt. In diesem Lager werden alle gängigen und auf Vorrat produzierten Standard-Elemente aufbewahrt.





Entsprechend dem individuellen Kundenauftrag werden die Elemente auf die jeweilige Länge des Heizkörpers zusammengesteppt. Dies geschieht mithilfe der Steppschweißmaschine. Die Maschine verschweißt mithilfe des Punktschweißverfahrens die Nabe des Elements punktgenau und überlappend im 360-Grad-Radius und sorgt für Dichtigkeit.
Jeder produzierte Heizkörper wird analog der vorherigen Elemente-Prüfung nochmals auf 100%ige Dichtigkeit geprüft.
Die geprüften Heizkörper werden nun zur Reinigungsvorbereitung an dem sogenannten Power-and-Free-System aufgehängt. Dieses System besteht aus sechs Kettenkreisen mit ca. 2,5 km Länge. Der Heizkörper bleibt nun bis zur Verpackung an diesem Kettensystem aufgehängt.



Nach einer alkalischen Reinigung wird der Heizkörper in ein elektrolytisches Grundierungsbad getaucht. Hierbei handelt es sich um eine anodische Tauchlackierung. Im Anschluss geht der Heizkörper direkt in den Ofen. Bei ca. 180 °C wird die Grundierung in den Stahl eingebrannt und bleibt somit haften.
Nach einem Abkühlvorgang wird der Heizkörper in die Pulverlackieranlage gefahren. Die Pulverlackierungsmethode ist wesentlich umweltfreundlicher als die Nasslackierung. Dort wird der Heizkörper entweder standardmäßig in Weiß (RAL 9016) vollautomatisch gepulvert oder auf individuellen Kundenwunsch manuell durch einen Mitarbeiter in vielen brillanten Farben und Oberflächen lackiert. Danach kommt der Heizkörper erneut in den Einbrennofen.



Abschließend geht der Heizkörper in einen letzten Qualitätscheck. Der Fokus dieser Sichtkontrolle liegt auf der Oberflächenbeschaffenheit, Ausführung (beispielsweise kundenspezifische Anschlüsse) sowie Modellidentität (= richtige Baumaße und Farbe). Sollten hier noch Mängel festgestellt werden, geht der Heizkörper in die Nacharbeit und durchläuft nochmals den oberflächentechnischen Fertigungsprozess.
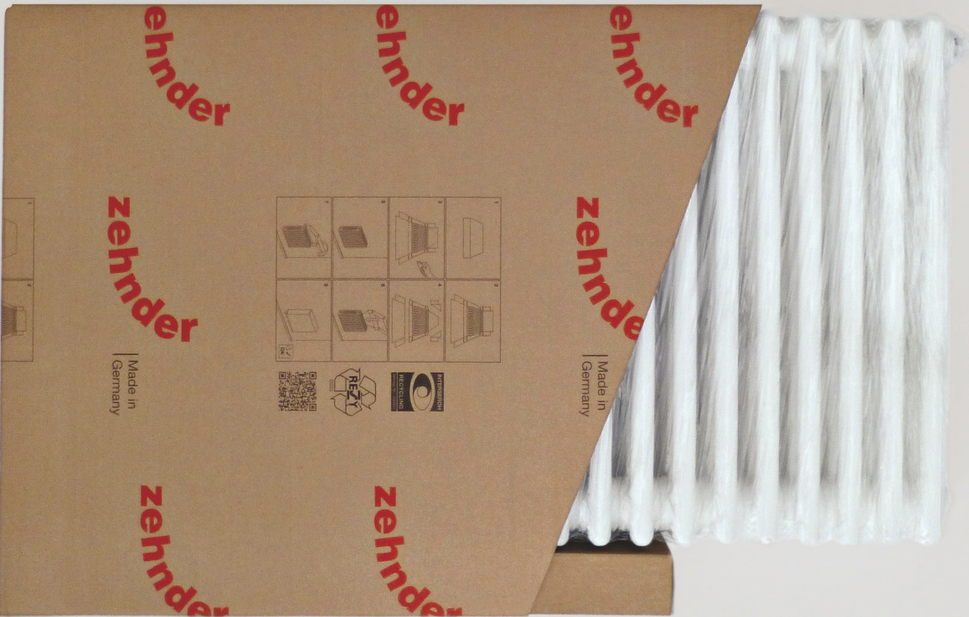
Etwa 95 bis 98% der Heizkörper werden in einer vollautomatischen Anlage verpackt. Die farblich passenden Boden- und Wandbefestigungen werden gemäß individueller Bestellung dem Heizkörper beigelegt. Eine umfängliche Vollkartonverpackung garantiert den Schutz des Heizkörpers beim Transport, während der Lagerung sowie auf der Baustelle bei und nach der Montage.
Zum Schluss werden die Heizkörper gemäß Kundenbestellungen auf Paletten kommissioniert. Die stabile Vollkartonverpackung schützt den Heizkörper auch noch auf der Baustelle bis zum Abschluss aller Baumaßnahmen.
Ein QR-Code auf der Verpackung verweist zudem auf einen Film, welcher alle Vorteile der Zehnder Charleston Vollkartonverpackung darstellt.